
Pourquoi le fil tressé à mèche à souder est-il l'outil incontournable pour un dessoudage propre ?
Abstrait
Le dessoudage doit être contrôlé, pas comme un pari aux enjeux élevés où les plaquettes se soulèvent, les traces se décollent et la soudure éclabousse partout. Ce guide explique commentFil de tresse de mèche à souderfonctionne, pourquoi il échoue lors d'une refonte du monde réel et comment résoudre les problèmes les plus courants. points douloureux avec un processus reproductible. Vous obtiendrez également un tableau de sélection pratique, un tableau de dépannage et un style de liste de contrôle flux de travail qui vous aide à retirer la soudure proprement tout en protégeant les composants et le PCB.
Contenu
- Aperçu en un coup d'œil
- Comprendre le fil tressé à mèche à souder
- Points faibles des clients et raisons pour lesquelles le dessoudage se passe mal
- Choisir la bonne tresse pour le travail
- Un flux de travail de dessoudage propre et reproductible
- Tableau de sélection pour la largeur, la chaleur et les cas d'utilisation
- Tableau de dépannage pour les soudures tenaces
- Conseils avancés pour les CMS, les connecteurs et les cartes multicouches
- Entretien, stockage et post-nettoyage
- FAQ
- Prochaines étapes
Aperçu en un coup d'œil
- Que fait réellement la tresse à dessouder au niveau du joint (et ce qu'elle ne peut pas faire)
- Pourquoi les tampons se soulèvent et les traces se décollent lors d'une reprise « normale »
- Comment choisir la largeur et le comportement du flux en fonction de vos joints
- Une méthode étape par étape qui réduit le stress thermique et améliore la vitesse d'évacuation de la transpiration
- Tableaux de sélection et de dépannage
- FAQ qui répondent aux questions les plus posées par les acheteurs et les techniciens
Comprendre le fil tressé à mèche à souder
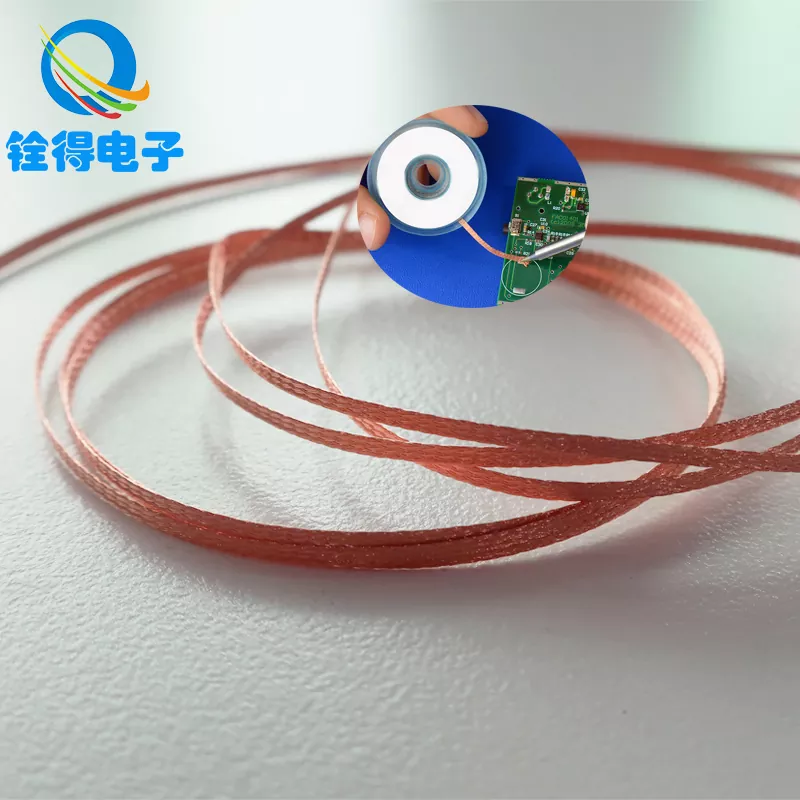
Fil de tresse de mèche à souder(également appelée tresse à dessouder) est un ruban de cuivre tissé conçu pour éloigner la soudure fondue d'un joint. La tresse agit comme un réseau de minuscules canaux : une fois la soudure liquéfiée, l’action capillaire l’attire dans le tissage de cuivre. Une bonne tresse ne se contente pas de « toucher la soudure » : elle l’absorbe rapidement, puis se détache proprement lorsque vous la soulevez.
La plupart des tresses sont à base de cuivre car le cuivre transfère efficacement la chaleur et mouille facilement en présence de flux. Flux est le héros tranquille ici : il élimine les oxydes, facilite l'écoulement de la soudure et améliore considérablement la vitesse d'évacuation. Sans suffisamment de flux, même une tresse de qualité supérieure peut sembler « morte ». vous obligeant à retenir la chaleur plus longtemps que vous ne le devriez – et c’est là que les planches sont endommagées.
- À quoi sert-il :nettoyer les tampons, nettoyer les ponts, enlever l'excès de soudure, préparer les retouches.
- Ce que ce n'est pas :un substitut à un chauffage approprié des joints, ou une gomme magique pour les joints froids avec un mauvais accès thermique.
Points faibles des clients et raisons pour lesquelles le dessoudage se passe mal
Les gens blâment généralement la tresse lorsque le dessoudage se passe mal. Équitable. Mais la véritable cause est presque toujours une inadéquation entre la largeur de la tresse, l'activité du flux, la température du fer et la manière dont la chaleur est transférée dans le joint.
Point douloureux 1 : les coussinets se soulèvent ou les traces se décollent
Cela se produit généralement lorsque la chaleur est appliquée trop longtemps ou lorsque la tresse est fortement pressée, comme si vous essayiez de « frotter » la soudure. Une pression excessive augmente les contraintes mécaniques tandis que l'adhésif sous le tampon de cuivre est ramolli par la chaleur. Le correctif est contre-intuitif : utilisermoinsforcez et améliorez l'efficacité de la mèche avec un flux et une largeur de tresse correcte afin que le temps de chauffe diminue.
Point douloureux 2 : La tresse n’absorbe pas la soudure
Les raisons courantes incluent une tresse oxydée, un flux insuffisant, une température trop basse ou un joint qui n’est pas complètement fondu. Si le joint n’est pas vraiment liquide, la soudure ne coulera pas dans le tissage – elle reste là, se moquant de vous.
Point douloureux 3 : la soudure s'étale ou se solidifie à nouveau sur le plot
Cela arrive souvent lorsque la tresse est relevée au mauvais moment ou que le fer est retiré avant que la tresse ne soit séparée. La soudure gèle et « colle » la tresse au coussinet, invitant le coussinet à se soulever. Le timing est important : séparez la tresse du joint pendant que la soudure est encore fondue.
Point douloureux 4 : les composants sensibles à la chaleur sont soumis à des contraintes
Les connecteurs, les boîtiers en plastique et les circuits intégrés à proximité n'aiment pas la chaleur prolongée. Si votre méthode nécessite un temps de contact long, vous jouez en mode difficile. La solution est un processus plus rapide et contrôlé, combinant parfois la tresse avec d'autres outils (comme l'aspiration de soudure ou les alliages à faible point de fusion) pour articulations spécifiques.
Choisir la bonne tresse pour le travail
Acheter une tresse ne devrait pas donner l’impression de deviner. Commencez par trois facteurs pratiques : la largeur, le comportement du flux et la consistance du tissage. Lorsque ceux-ci correspondent à votre travail,Fil de tresse de mèche à souderdevient rapide, prévisible et doux sur les planches.
- Largeur:Faites correspondre la largeur de la tresse à la taille du tampon/du joint. Trop étroit sature instantanément ; trop large vole la chaleur et ralentit la fonte.
- Activité flux :Une tresse avec un flux efficace mouille plus rapidement. Pour les vieux joints tenaces, l’ajout d’une touche de flux externe est utile.
- Consistance du tissage :Même la densité de la tresse améliore l'action capillaire. Un tissage irrégulier provoque une absorption inégale et un « saut ».
- Cuivre propre :Le cuivre oxydé ne s’évacue pas bien. Le stockage et l’emballage sont plus importants qu’on ne l’admet.
Si vous recherchez des travaux de production ou de service, la cohérence compte autant que la performance. De nombreuses équipes choisissent un fournisseur stable afin que les techniciens ne réapprenons pas constamment le comportement de la tresse. C'est là que des fabricants expérimentés tels queDongguan Quande Electronics Co., Ltd.sont souvent évalués pour la répétabilité, le contrôle de l’emballage et la stabilité d’un lot à l’autre.
Un flux de travail de dessoudage propre et reproductible
Voici une méthode qui réduit le stress de la planche et améliore les résultats. Traitez-le comme une routine, pas comme une performance de style libre. Vous remarquerez la plus grande amélioration dans la rapidité avec laquelle la soudure se déplace dans la tresse.
- Préparez le joint :Ajoutez une petite quantité de soudure fraîche aux anciens joints. Cela semble faux, mais cela favorise le transfert de chaleur et réduit le risque de soudure « à moitié fondue » qui refuse de s'évacuer.
- Ajouter du flux (oui, même si la tresse est fluxée) :Une infime quantité de flux externe sur le coussinet ou la pointe de la tresse peut transformer les performances, surtout sur les planches plus anciennes.
- Placer la tresse, puis repasser :Placez d'abord la tresse sur la soudure, puis placez le fer sur la tresse. Cela chauffe la tresse et se rejoignent et favorisent le flux capillaire.
- Exercez une légère pression :Vous guidez le contact, vous ne poncez pas le PCB. Laissez la chaleur faire le travail.
- Regardez le flux :Vous devriez voir la soudure migrer dans la tresse. Une fois la section saturée, glissez vers une nouvelle zone.
- Soulevez correctement :Soulevez la tresse et repassez ensemble, puis séparez-les pendant qu'ils sont fondus si nécessaire. Ne décollez pas la tresse refroidie du tampon.
- Terminer propre :Si les résidus de flux sont importants pour votre assemblage, nettoyez la zone avec un solvant approprié et un tampon non pelucheux.
Quand c'est bien fait,Fil de tresse de mèche à soudercela ne ressemble pas à un « peut-être ». Cela ressemble à un transfert contrôlé : la soudure va là où vous voulez qu'elle aille et le tampon reste calme.
Tableau de sélection pour la largeur, la chaleur et les cas d'utilisation
| Tâche typique | Largeur de tresse recommandée | Guidage de la pointe du fer | Note sur les meilleures pratiques |
|---|---|---|---|
| Nettoyage des petits pads CMS (zone 0603/0805) | Étroit (tresse fine) | Petit burin ou conique avec un bon contact | Ajoutez une touche de flux ; se déplacer rapidement pour éviter le soulèvement du tampon |
| Retrait des ponts de soudure entre les broches à pas fin | Étroit à moyen | La pointe biseautée aide à répartir la chaleur le long de la tresse | Faites glisser doucement ; utilisez souvent des sections de tresse fraîches |
| Dégagement des tampons traversants | Moyen | Pointe biseautée pour un transfert thermique plus fort | Pensez à ajouter d'abord de la soudure fraîche pour les joints tenaces |
| Broches de connecteur et joints plus lourds | Moyen à plus large | Pointe biseautée plus grande pour la masse thermique | Travailler par étapes ; éviter la surchauffe des boîtiers en plastique |
| Nivellement du tampon après retouche | Correspondre à la taille du tampon | Température stable, bref contact | Goal est un tampon plat et étamé : arrêtez-vous une fois qu'il semble uniforme |
Tableau de dépannage pour les soudures tenaces
| Problème | Cause probable | Réparer |
|---|---|---|
| La tresse n'évacue pas la soudure | Tresse oxydée ou pas assez de flux | Utilisez une nouvelle section de tresse ; ajouter du flux externe ; augmenter la qualité des contacts |
| Le tampon commence à se décolorer ou à se soulever | Trop de pression ou trop de chaleur | Réduire la pression ; améliorer la vitesse de mèche ; utilisez la bonne largeur ; raccourcir le temps de séjour |
| La soudure s'étale et se recongèle | Le joint n’est pas complètement fondu ou se soulève trop tard | Assurer une fusion complète ; soulever la tresse/le fer ensemble ; ne pas peler la tresse refroidie |
| La tresse colle au coussinet | Refroidissement pendant la fixation | Réchauffer brièvement et soulever doucement ; évitez de tirer; envisager plus de flux |
| Les parties voisines subissent un stress thermique | Temps de séjour long et passages répétés | Travaillez par passes plus courtes ; envisager des outils complémentaires pour les joints lourds |
Conseils avancés pour les CMS, les connecteurs et les cartes multicouches

Certaines articulations résistent plus fort que d’autres. Les panneaux multicouches dissipent rapidement la chaleur ; les grands plans au sol agissent comme des éponges thermiques géantes. L’astuce n’est pas la force brute : elle améliore le transfert thermique afin que vous puissiez entrer et sortir plus rapidement.
- Pour les avions au sol :Utilisez une pointe plus grande et une tresse moyenne/plus large. Ajoutez du flux. Pensez à préchauffer la planche si votre processus le permet.
- Pour les broches à pas fin :Utilisez une tresse étroite, un contact léger et des changements de tresse fréquents. La tresse saturée ramène la soudure sur les broches.
- Pour les connecteurs :Travaillez broche par broche par étapes. Effacez suffisamment la soudure pour libérer le fil, puis réévaluez au lieu de surchauffer.
- Pour des retouches répétées :Nettoyer les résidus entre les passes. L'ancien flux et l'oxydation s'accumulent et ralentissent l'absorption.
Si votre équipe effectue des retouches fréquentes, des performances de tresse constantes permettent de gagner du temps et de réduire les rebuts. C'est pourquoi de nombreux acheteurs évaluentFil de tresse de mèche à soudernon seulement sur « est-ce que ça marche », mais sur « est-ce que ça marche de la même manière à chaque fois ».
Entretien, stockage et post-nettoyage
Les performances de la tresse diminuent lorsque le cuivre s'oxyde ou que le flux sèche. Traitez la tresse comme un consommable qui mérite un stockage propre.
- Magasin scellé :Conservez la tresse dans son emballage lorsqu'elle n'est pas utilisée pour réduire l'oxydation.
- Utilisez de nouvelles sections :Une fois saturé, coupez ou avancez. La réutilisation de la tresse remplie ralentit l'évacuation de la transpiration et augmente l'exposition à la chaleur.
- Nettoyer après retouche :Si des résidus vous posent problème, nettoyez la zone du tampon et inspectez-la avant de ressouder.
- Inspectez le résultat :Un tampon correctement nettoyé doit paraître uniforme et prêt pour le réétamage ou le placement des composants.
Pour les équipes d’approvisionnement, il est également utile de vérifier la cohérence des emballages et la clarté des étiquettes, en particulier pour les stocks multi-largeurs. Les fournisseurs aimentDongguan Quande Electronics Co., Ltd. sont souvent invités à prendre en charge des spécifications stables à travers les lots les techniciens peuvent donc compter sur une manipulation prévisible.
FAQ
Puis-je utiliser une mèche à souder sur de la soudure sans plomb ?
Oui. La soudure sans plomb nécessite généralement un transfert thermique légèrement plus fort et une bonne activité de flux. Utiliser un embout adapté, assurer un contact solide, et pensez à ajouter une petite quantité de soudure fraîche et de flux pour aider le joint à s'écouler avant l'évacuation de l'humidité.
Pourquoi l'ajout de soudure fraîche facilite-t-il parfois le retrait ?
Une soudure fraîche améliore le transfert de chaleur et peut « réactiver » un vieux joint oxydé. Une fois que le joint fond uniformément, la tresse peut tirer la soudure dans le tissage rapidement plutôt que de lutter contre le matériau partiellement fondu.
Quelle largeur de tresse dois-je conserver par défaut ?
Une largeur moyenne est une bonne option à usage général pour les travaux de réparation mixtes, mais si votre travail est principalement du CMS à pas fin, conservez une tresse étroite comme référence. chauffeur quotidien. Si vous manipulez souvent des connecteurs ou des tampons traversants, ajoutez une option plus large pour une absorption plus rapide.
Comment puis-je empêcher le soulèvement des coussinets ?
Réduisez le temps de séjour, utilisez une légère pression, ajoutez du flux et choisissez une largeur qui évacue efficacement. Plus vous conservez la chaleur longtemps, plus le risque est élevé. Ne décollez jamais la tresse refroidie d'un tampon : réchauffez-la brièvement et soulevez-la proprement.
Un flux externe est-il nécessaire si la tresse est fluxée ?
Pas toujours, mais cela aide souvent sur les vieilles planches, les joints sans plomb et les tampons oxydés. Une infime quantité peut considérablement accélérer l'évacuation et réduire l'exposition à la chaleur, ce qui protège le PCB.
Pourquoi la tresse « entraîne-t-elle » parfois la soudure et provoque-t-elle des ponts ?
Cela se produit généralement lorsque la section de tresse est déjà saturée ou lorsque vous utilisez une largeur trop grande pour des épingles à pas fin. Utilisez une tresse fraîche, rendez-vous plus étroit et déplacez-vous dans une direction contrôlée avec un léger contact.
Prochaines étapes
Si vous souhaitez un dessoudage propre, rapide et reproductible, le bonFil de tresse de mèche à souderle choix compte tout autant que la technique. Que vous stockiez plusieurs largeurs pour un banc de réparation ou que vous recherchiez un approvisionnement stable pour les reprises de production, avec un comportement de tresse cohérent peut réduire les rebuts, protéger les cartes et faire gagner du temps au technicien.
Vous recherchez des options fiables et des conseils clairs pour adapter les largeurs de tresse à vos applications ?Contactez-nouspour discuter de votre cas d'utilisation, et nous vous aiderons à choisir la configuration la plus pratique pour votre flux de travail.
envoyer une demande

X
Nous utilisons des cookies pour vous offrir une meilleure expérience de navigation, analyser le trafic du site et personnaliser le contenu. En utilisant ce site, vous acceptez notre utilisation des cookies.
politique de confidentialité